Jack Spirko often contends on his podcast that answers can be found in the forest. I’m thinking that most answers can be found in the forest and farm because we already know the answer most of the time. We just need to face to up the answer we already know and looking at the beauty around us help us to face those answers. Or sometimes we just need to something to help us focus so we can put the pieces together and arrive at an answer. Other times there is inspiration that we can find in the beauty and grand design of nature around us.
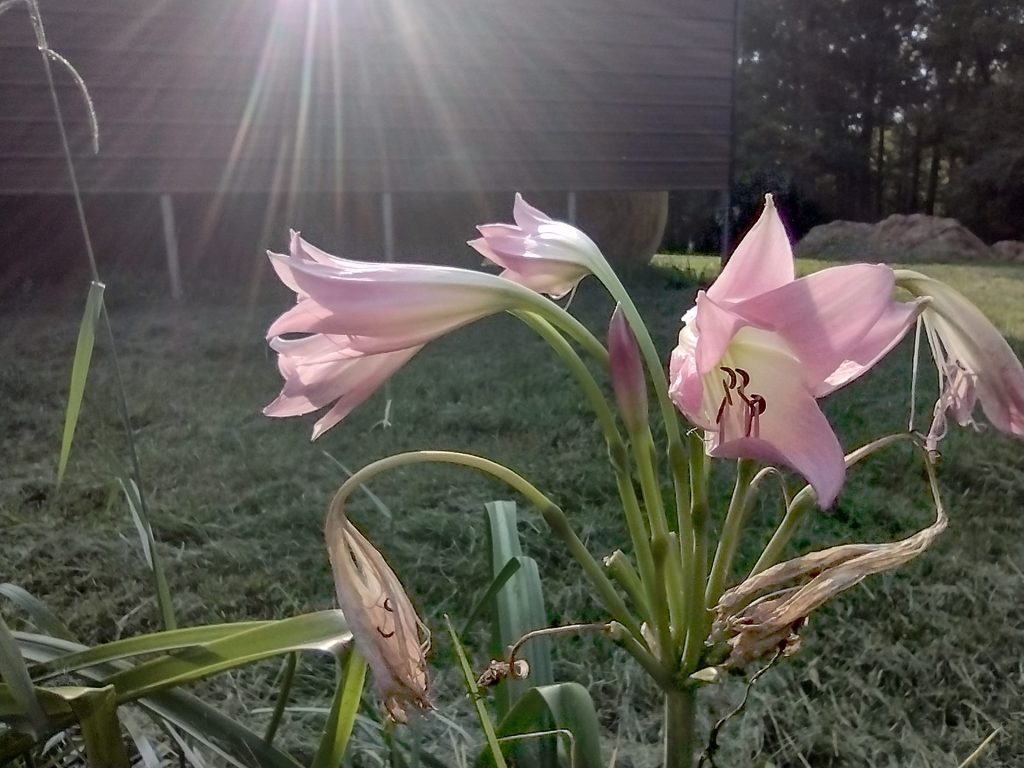
Crinum lily in bloom
Many times I find that while I’m working on something on the farm, I’m learning about how to be a better farmer but also gaining a deeper understanding of life and myself. Hard work is good way to push out the some of the mental clutter. Getting that mental clutter out of the way helps me to think through any challenges or questions. Often I find that I get to the end of the day and the work is done and I’ve figured out answers to challenges that have nothing to do with the farm.
During the day at work and home, there are a lot of things competing for our attention. Getting outside and working filters out that digital noise and info, giving a very important digital detox. The act of labor and the concentration on the task at hand helps deepen the effects of the digital detox. These moments of digital detox peel away the layers of mental clutter and leaves me prepared to enjoy life and remember what is truly important.
I hope you have a great week!
Our camping site in the back field is coming along nicely
While camping, one thing you’ll end up developing are traditions. Some are big, some are gigantic, some are small, but all are valuable.
How to build traditions.
Over time, enjoyable repeated activities can grow into traditions. Or, traditions can happen by accident. Something may work well once, so you repeat it. By the tenth time you realize you have a tradition. Keep in mind that when you do something that is comfortable and enjoyable, you’ll keep doing it. You may find that it is important to your family to go camping on a certain date or a particular place because it brings back special memories and there is an expectation that you’re going to make more good memories—that’s a tradition.
Four wheeling, camping and smiling
Repetition builds traditions.
I’ll give you an easy example. There’s a restaurant in Winston-Salem, TJ’s Deli, that Connie and I tend to stop at when we’re headed for the mountains because it’s on our way. They have awesome, homemade sandwiches and to-die-for fried mushrooms. Now, don’t get me wrong, this isn’t a fancy place, more like a hole-in-the-wall, but the draw is the food and the tradition. We order the same meal every time, a gigantic sandwich and fried mushrooms on the side—I always save some of the mushrooms for the remaining drive. Even when we travel with friends, we stop there. Every time.
Is having a meal partway to your destination part of camping? No, but it can be part of the entire camping experience. When we head west to camp, we usually work our departure around stopping at TJ’s Deli for a meal, which we both look forward to. The detour helps break up the trip and I think the tradition is nifty.
Another tradition we have is camping at Troublesome Gap every Memorial Day weekend. We are so predictable that friends call to ask if we are going this year. Those calls made me realize traditions can even spark a camping interest with friends.
Tradition looks different to different people.
You may never go to the same restaurant twice, but you may have a tradition of stopping at some restaurant on your way to the camping site. You may never camp at the same location, but you may set your supplies up in the same order every time. Or you’ll always be sure to have a campfire. Or roast marshmallows.
You could lean towards more open spaces because you like to throw your daughter up in the air in the middle of a grassy field. Or perhaps you like to take a morning walk right as the sun is beginning to rise and dew still licks the grass blades. Maybe one of your kids is an early riser who likes to get up with you and help build the morning fire, which is a teachable moment by the way.
Priceless moments.
You guessed it, when a tradition is created, most likely a priceless moment will as well. Look for those traditions, spur them along, and allow them to happen. Some occur organically. Some we purposefully build. You can’t force them, but you can encourage and grow and build them.
Keep up with traditions.
When camping with others, they’re watching. So if you always have a ham sandwich with onions the second day for lunch or you always have s’mores the first night over a roaring campfire, then your family may be disappointed when the activity doesn’t happen. Usually these traditions are special camping experiences, not something you normally do at home. Some traditions are hard and fast, and some of them aren’t. You’ll just have to work that out depending on your family.
Bonding over food cooked at the campsite
Anyone can start a tradition.
Sometimes you’ll do the most obscure activity with your kids, maybe throwing knives into an old stump or forging your own path in the woods. It may not make an impact on you, but your child doesn’t forget and wants to do the same activity the next time you go camping. It’s usually the simplest things.
Perhaps you take your family on a spectacular hike and see breathtaking scenery, but the thing your kids remember from their day is the mound of soil behind the apple tree they created dirt castles from. Whenever you get the chance to interact with your children, do so. Even if it’s making dirt castles under a canopy of low-lying tree limbs. Those are the moments to grab and revel in.
If you are single and reading this book, then you can still build great traditions while camping with friends or family, or going on a solo trip. If you are divorced or widowed, a camping trip could be just the thing you need to get out of your day-to-day rut and create wonderful new experiences. While I’m spending a lot of time talking about family camping, there are still many ways to enjoy a trip while single, divorced, or widowed.
Be flexible.
If you’re into schedules, that’s great. But keep in mind, if someone in the family is enjoying an activity, put that hike off for an hour. If there’s rain in the forecast, consider doing an activity closer to the campsite. Agendas don’t matter, the memories and time together does.
Memories that last a lifetime
Stories grow over time.
Kids remember events. Some of those stories grow like fish that you caught. You know the story of an angler who catches a twelve inch fish and by the time he tells the story about six times, its two feet long. Well, sometimes memories are that way too. Sometimes they’re precise; other timess they’re not even close. But, what matters is the memory.
I’ll give you an example that’s not camping related. When one of my daughters was in elementary school, I began going to school and having lunch with her once a week. Kids won’t be young forever, in fact there may come a time when they don’t want to spend much time with you. Anticipating this, I made a point of making that weekly meal a priority. A number of years into this tradition, my daughter noted I’d been coming to have lunch with her every week since whatever grade. She enjoyed it, I enjoyed it, and so it remained a tradition, a thing between just the two of us. She valued the time I carved out for us. Over the years when she’d tell the story, she’d share we’d been lunching together longer than we actually had. Should I correct her? No. Am I trying to encourage her to be inaccurate? No. I guess the thing is it pleased her that we had lunch together once a week. And so, it was a big deal that became a bigger and bigger part of her life. And her nailing down exactly when we started doing it really didn’t matter. What mattered was how appreciative she was because we were making lifelong memories.
Interests change.
Your kid’s interests will change over the years. Be flexible. Something that is important to him this year may be boring four years from now. This means your camping trips may change. The important thing is to give your kids attention, relate to them, and listen to what they want.
At some point you or your kids will look back and be thankful you hiked every waterfall trail in North Carolina, or made s’mores every night around the camp fire, or took the time to find a thick enough branch to make a walking stick the first night of each trip. Those were traditions and you enjoyed yourselves and made memories. But, there may come a day when your kids decide they’d rather spend time with their friends and that’s okay. You need to roll with it. You’ve spent years developing a set of experiences and memories that you can share and remember forever.
Continually ask questions and listen to see what the people in your family want to do this year and next. If we can be flexible and go with the flow as interests and needs change, then we have the chance of keeping the tradition of camping alive and the opportunity for creating more memories. In fact, a lifetime of them.
Also keep in mind that your interests and capabilities change. Maybe you used to be able to hike ten miles a day when you were younger, but now perhaps four is your max. Or maybe you used to hike only difficult trails, but you’ve learned that moderate means success. On the other hand, if you want to push yourself then take a long hike. Maybe you used to hike moderate trails, but after hiking a challenging trail you realized you have the capability to hike longer and more difficult trails, so push yourself and revel in that accomplishment. If you are camping solo, then this may be a good time to enjoy the fruits of your physical fitness efforts with a long challenging hike. Alternatively, taking your athletic, teenage kids, on a difficult hike may be something they really enjoy. Just keep your capabilities and stamina in mind so everyone, including you, can enjoy the physical challenge.
Quality time.
Whether it is a yearly guy’s trip, or a monthly trip with young kids, or maybe a romantic getaway with your wife, the important thing is to be free from distractions and spend quality time with loved ones. If you have more than one child, each parent should try to spend concentrated time with individual kids. You may find your children consider this quality time a tradition. Now, note that tradition for traditions sake is worthless, unless you are accomplishing something important.
Traditions are usually simple.
Many times traditions aren’t bound up in spending some ridiculous amount of money, but are instead simple. It may be somewhere you ate, and spent the majority of the meal laughing. It may be playing in the mud behind the apple tree. It may be hiking a specific trail that you’ve hiked every year for twenty years.
For example, if your wife or child is asking to go on a particular hike again, you need to figure out if they want to go on a general hike or a specific trail and for what reason. What do they really want? What’s important to them? Ask questions and dig. Because they may be looking for the smiles, laughter, and love they felt on a past hike. Maybe it was just you and them on that trail. Perhaps Mom wasn’t there, or maybe Dad wasn’t there, and was just the two of y’all. That’s the moment you’ll realize there is a new tradition of going on this hike, perhaps just the two of you. And it’ll be a special time. Then you make your plans based on this information and how you can make it work.
Don’t try to please everyone.
Depending on the age of your children and how many you have, satisfying only one for the next ten minutes might be your only option. Sometimes everybody’s in tune and sometimes they’re not. In those challenging moments, you may want to break up your group. If you have two children with two totally different interests at the moment, maybe Mom goes with one child and Dad with the other. Breaking that up gives you the opportunity to pursue those varied interests. And there again, build those great memories. But, maybe you have a situation where everybody wants to do something together. You can figure it out even if it’s not always easy.
Plan, but don’t plan.
One tip I suggest is make a list of activities available for your location. If you don’t plan, but instead wait until the last second, generally whatever you wanted to do won’t happen. Say there’s a national forest right down the road; maybe you pack into the car and go there to experience the wonder of it all. Perhaps there’s a body of water close by so you get into a canoe or a row boat or a paddle boat. That can be fun as well. Keep in mind though, you may have camping trips where what everybody wants to do is sit by the fire and relax. And all of a sudden, it may explode into a hiking trip, and then they go back to sitting by the fire. So, planning is great, but also be flexible and see what happens. But, don’t forget the simple things like running around in the woods to just explore. You can also make a game of the mundane activities that it takes to put together a campsite—like, accumulating stones to edge the fire or gathering kindling and firewood. My point is to make time for organized hikes or rafting trips, but leave gaps available for exploration and inspired play time. Sometimes the simplest and least expensive things are what we remember.
Always keep budget in mind.
I have found it’s not the amount of money you spend; it’s the fun, fellowship, and relationship building. Keep in mind, if you spend money on something and it stresses you out, everyone will pick up on the stress and fun diminishes. Perhaps you can do something that costs close to nothing and still enjoy yourselves. I have found the best trips right-size your activities with your budget, your physical capabilities, and everyone’s expectations.
In the process of talking with folks about this book, I’m not surprised to hear they have such fond memories of camping as a child. I hope you can find your own traditions, and develop those priceless moments everybody will cherish for a lifetime.
Remember the Meme on Pinterest that I talked about in the first chapter? It showed a Prius at the top of the image, and at the bottom a Jeep in the desert sitting on the crest of a hill, in front of a sunset. A guy and his kids are in the Jeep enjoying the sun setting in this majestic place. The closing message of the meme said, “Your kids will never, ever remember you getting fifty-five miles per gallon. However, they will remember the night you watched the sun set over the mountains.” Let’s talk about some camping basics today.
Because there will never be another today. In the Prius Meme, the point is that things don’t matter, experiences matter. Perhaps you can make a daily drive fun with some singing or frivolity. Or perhaps ride to the top of a mountain to watch a sunset. Those are the priceless moments to chase after. I encourage you to get out and enjoy life. Not everything has to be constrained, and I think in many ways that’s what camping is all about.
Don’t allow challenges to get in the way.
When you consider camping, there can be challenges: you might get rained on, it could be extremely hot or cold, the bugs might be extra annoying, dry kindling may be hard to find, etc. But, at the end of the day, the goal is to build memories. There are only so many opportunities to go camping with your children or your spouse or even take a solo trip. Right now it seems as though you have all the time in the world, but you really don’t. Your kids will be in college or active in other things before you know it. So grab those moments while you can.
The experience matters, not the stuff.
Someone who had a very nice late-model sedan asked about my Jeep. He indicated that if only he had an off-road vehicle, he would try camping. Why go camping if you can’t go trail-riding, he said. That’s the wrong attitude. True, driving on thirty-five inch tires with a four inch lift and a bunch of modified stuff is great. It’s nice when you’re riding around on a spring day with no top and you’ve got no doors. But you can still create those priceless memories by rolling down your windows and opening your moon roof.
Persevere.
The trick with camping is that you can find yourself in a rugged situation, for example it might rain the whole weekend leaving you nothing to do but play cards in the tent, or after rain from the first night all the kindling is wet and you can’t start a fire, maybe an animal got into your food supply and now you have nothing to eat. It doesn’t matter what happens, the secret is in how you handle the situation.
Don’t give up, persevere. Sometimes camping makes no apologies. Your skills might be tested, but I am going to promise you that you will still have opportunities, even on those off weekends, of making solid memories. You might be sitting around the campfire or hiking or hearing the coyotes howl or watching the sun set or building a fire with your child—those priceless moments can’t be bought so grab a hold of them.
Keep a look-out for memories of a lifetime.
Keep your outlook fun and positive because you can’t predict when memories will be created. But trust me, your kids will remember and they’ll tell their children about these special times one day. Just put yourself in a good situation to have those moments. They may occur in your Prius getting forty-five miles per gallon because of the song you sang. Or perhaps when you’re sitting on top of the mountain and out of your element as you watch in fear as a bear ambles by. Be available and put yourself in situations to achieve those priceless moments.
Coming up, we’re going to look at convenient, low-cost, low-pain, and low-suffering ways to be in a good situation to discover joy. By attaining that joy, you get those memories that will live on because you taught the next generation skills. And one day, your kids will not only pass along the skills to their children but will share their childhood priceless moments around a roaring campfire.
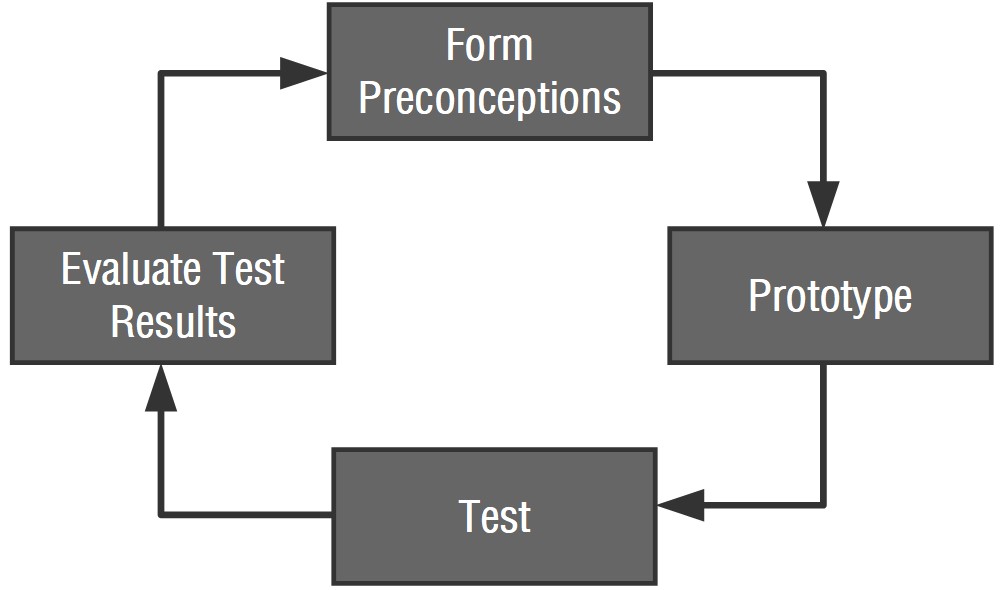
I just finished the Insights for Innnovation Class. This a wonderful class. We concentrated on observing, interviewing and developing customer insights. Walk with me though the podcast as I share what I learned.
This has been a busy week on the farm. We try to give a semi-annual update that talks about what is going on at the farm in detail. We’ve also been working this week on our potatoes, developing the back field and planting a few ornamental plants.
I had a few days on the farm this week to ponder the future plans for the farm. I’m taking a class with IDEO on Insights for Innovation. The class project revolves around the farm so it was good having time to ponder the future plans for the farm while working in the field.
I’m taking a class called “Insights for Innovation” with IDEO. Part of that class is doing interviews for developing empathy and better understanding customers. Niti was the perfect person to interview to better understand the farm-to-fork community. I learned a lot in the interview and hope you do too.
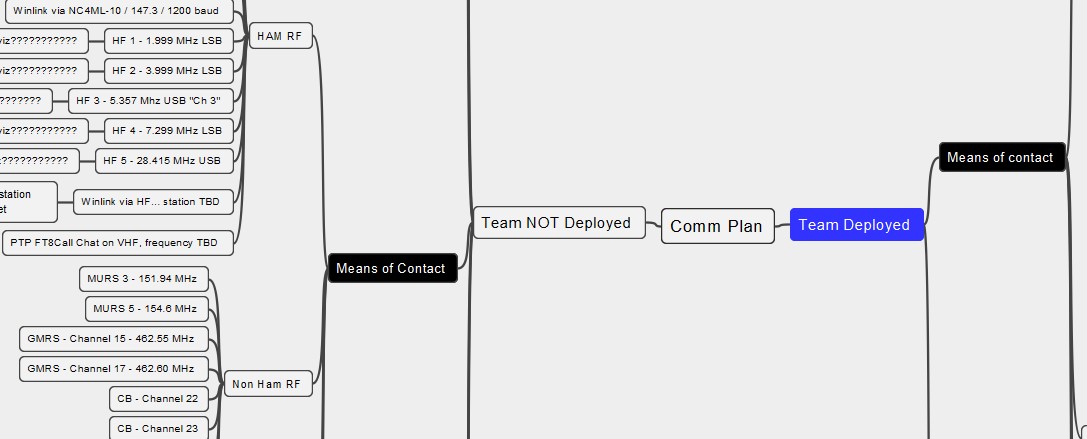
The work on the emergency communications plan is moving forward. Our plan covers two main contingencies:
team is deployed to an emergency site
team is not deployed but there is an emergency
One of our team goals is put ourselves in a position where we can help the broader community during a wider emergency, such as a grid down situation after a hurricane or power station sabotage (like the next county over went through in 2022).
This plan is a step towards achieving those goals. Later phases of plan development should help address the communications divide between the CERT team and the greater community. These later phases should also incorporate some of the great ideas that were generated in the brainstorming / brainwriting work.
The rough draft of the plan is below. Comments and suggestions are welcome.
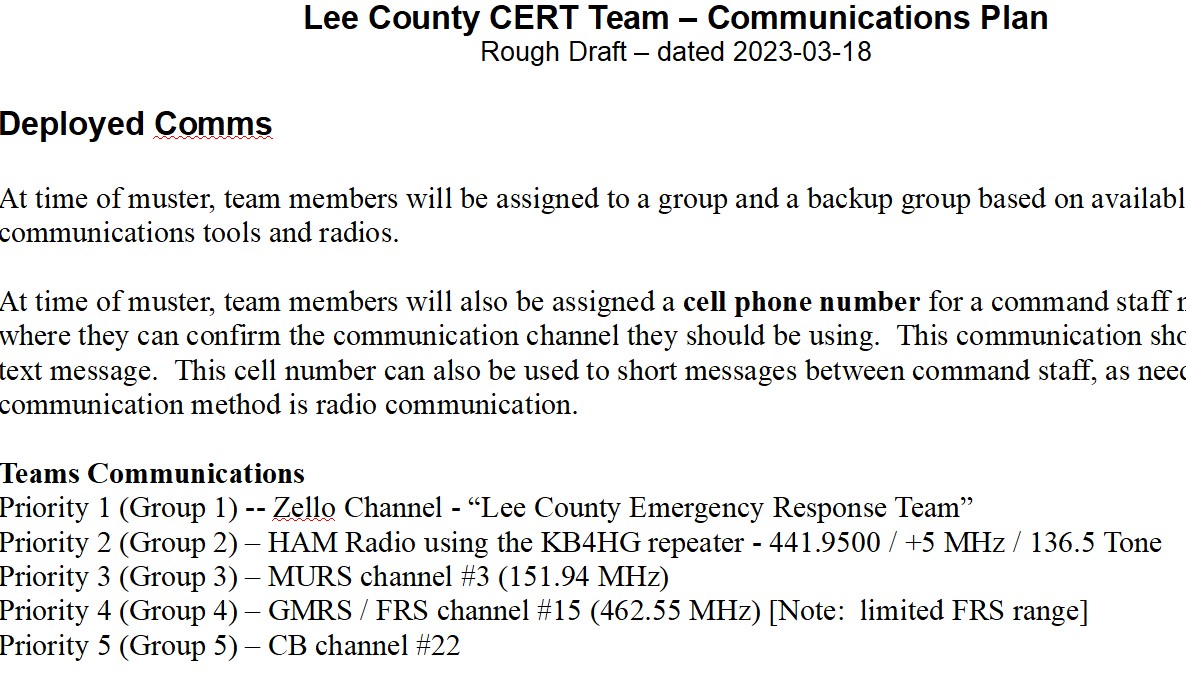
Lee County CERT Team – Communications Plan Rough Draft – dated 2023-03-18
Deployed Comms
At time of muster, team members will be assigned to a group and a backup group based on available communications tools and radios.
At time of muster, team members will also be assigned a cell phone number for a command staff member, where they can confirm the communication channel they should be using. This communication should occur via text message. This cell number can also be used to short messages between command staff, as needed. Primary communication method is radio communication.
Here are the ideas that we generated. There are over 140 ideas. Hopefully these give you a head start on developing your plan.
Idea
Bucket
Work with local AM / FM stations to get message out. (Highly rated idea by group)
Beacon / One Way Comms
Create AM / FM bandit stations for a hyper local reach (added after the session)
Beacon / One Way Comms
MESH Network
Beacon / One Way Comms
SPOT/Garmin Beacons
Beacon / One Way Comms
Tell citizens to turn on AM or FM radio to a preplanned channel / frequency
Beacon / One Way Comms
Use air raid sirens to get citizens to check for info
Beacon / One Way Comms
Add org chart to plan
CERT Team
Add rotation plan to comm plan
CERT Team
cache radios for use in emergency
CERT Team
comm plan “jobs to be done” list
CERT Team
consider situation where CERT is used as helpers instead of standalone group
CERT Team
create comms map for each band for Lee county
CERT Team
create form for passing messages (needs / requests / news) via voice
CERT Team
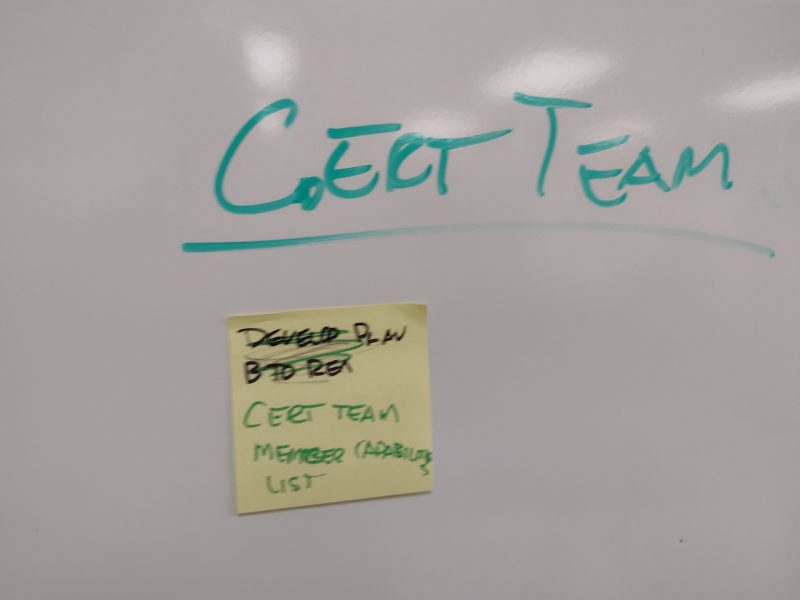
Create member capabilities list (skills, interests, experience and equipment)
CERT Team
create trailer with telescopic mast and battery / solar to use a temporary repeater
CERT Team
develop online repository for standard forms
CERT Team
Forms list for comm plan, use ICS forms (ics-214, 201, 205, 205A, 213, 214, 217, 221, 211,222)
CERT Team
get more CERT members to take ham test so they can help with Lee county EOC
CERT Team
Go bag plan for comm plan
CERT Team
have (email / voice / phone) contact in comm plan for tech support / comm plan questions
CERT Team
look at our plan using interoperability continuum from ICS
CERT Team
should different message types be transferred on different frequencies
CERT Team
use for ICS 221 after demobilization
CERT Team
use form 213 for message taking / delivery / resource requests
CERT Team
use form 309 to document interactions
CERT Team
use issue tracking software (online?) to track requests
CERT Team
Take a look at the Lee County Emergency Communication plan and report (Highly rated idea by group)
Communication between CERT and local community
Develop a communication plan and network of people (chainsaw brigade) that allows us to direct a chainsaw network that clears trees off the road after a weather event. This helps clear the roads quickly so first responders can reach people in need. This network would need to work with various parties to identify locations of blocked roads then send out requests for network members to go clear those roads (Highly rated idea by group)
Communication between CERT and local community
Develop ways to communicate with Lee County EOC (Highly rated idea by group)
Communication between CERT and local community
Use community centers as a shelter, muster point, comm point or cache point (Highly rated idea by group)
Communication between CERT and local community
add HOA layer to comm plan
Communication between CERT and local community
add relationships layer to comm plan
Communication between CERT and local community
better integration of Lee County Emergency MGMT
Communication between CERT and local community
CB
Communication between CERT and local community
create contact list for Lee County and Sanford emergency mgmt and EOC
Communication between CERT and local community
create list of emergency contacts across county (public / CERT / private)
Communication between CERT and local community
create list of how to reach EOCs for areas outside of the county
Communication between CERT and local community
create list of lee county / sanford and adjoining city / county /agency frequencies
Communication between CERT and local community
Degraded Power Grid – If cell is up, utilize cell – HAMs will likely conduct accountability via COMM nets – GMRS for short distance non-HAM comms
Communication between CERT and local community
Determine muster points for CERT to meet and exchange info face-to-face in bad weather. Alternate communication path for those who don’t go out
Communication between CERT and local community
Develop CERT teams across county, possibly using fire station coverage map to drive CERT team AO
Communication between CERT and local community
Develop community network around volunteer fire departments
Communication between CERT and local community
Develop list of areas where CERT under serves the community and determine if there are areas that could benefit the most from a local CERT team
Communication between CERT and local community
Do welfare checks on people with mobility or other health issues (esp during an emergency)
Communication between CERT and local community
Hand-held walkie talkies
Communication between CERT and local community
How can we fill in gaps with the Lee County Emergency Communication plan?
Communication between CERT and local community
How do we communicate with citizens in economically distressed areas?
Communication between CERT and local community
If teams are dispersed, it becomes more troublesome. Best scenario is to have multiple methods of communication lying within CERT EOC to serve as broadcast beacons, i.e. multiple HAM radios programmed to different frequencies, if issues arise on one frequency, you swap to another frequency and periodically blast net messages on degraded frequency indicating the swap to the secondary frequency.
Communication between CERT and local community
Interface with Lee County Emergency Management
Communication between CERT and local community
share a version of the com plan with local groups (church, prepper, community, etc)
Communication between CERT and local community
use fire stations as a gathering / communications point
Communication between CERT and local community
Use map of fire station map to understand community relations
Communication between CERT and local community
use microwave or other rf connections to fire stations
Communication between CERT and local community
VIPER (if able to utilize)
Communication between CERT and local community
Within Trace this should be fairly easy and facilitated via CERT runners within our respective communities. Individuals that are CERT members could be arranged into “teams,” with those teams being broken up into respective HOA groups. One CERT member, preferably a HAM, could operate as a base station and send the runners out into their respective HOAs and conduct welfare checks on residents and report back to base station.
Communication between CERT and local community
work with nextdoor.com as a broad communications tool
Communication between CERT and local community
Zello
Communication between CERT and local community
Hold ham crams in churches or other groups or HOAs (Highly rated idea by group)
Deployed Communication
Engage local HOAs and help them develop networks or CERT teams and then fold that into our CERT network (Highly rated idea by group)
Deployed Communication
ATAK network (transported over MESH network)
Deployed Communication
Can we get an affinity group to help develop a communication network (providing people, location or funds)? Could be someone like the Sanford Business League. Also, local business could work with us to help them and their employees be prepared both at work and at home.
Deployed Communication
GMRS, MURS, CB (short distance comms)
Deployed Communication
HAM (for those licensed)
Deployed Communication
Have one person that takes notes for the deployed teams to track activities and have a way to share them. Could those notes show up online and realtime? Could be someone that doesn’t have their ham license or is without radio experience
Deployed Communication
Hold exercises that include these ham / radio operators so CERT can practice communicating to their group through them
Deployed Communication
How many community groups, organziations (including HOAs) have ham operators? Can we form a group of those ham operators, so the operators can interface with the groups they are members of, becoming a force multiplier. Have those operators train together. Also consider other means of communication such as GMRS, meshtaastic, cb, etc. or means we haven’t considered yet. Maybe even have social events for those operators. Train together and with CERT and develop those relationships.
Deployed Communication
Map social network – including affinity groups, churches, business, civic groups, government. Maybe develop a list of group sites like on facebook, nextdoor, etc.
Deployed Communication
MESH network (Meshtastic devices, etc)
Deployed Communication
Place meshtastic nodes or equipment caches at locations where the community groups meet (groups that have ham operators that are part of the network).
Deployed Communication
Zello
Deployed Communication
Use DMR repeater in Lee County (Highly rated idea by group)
Digital Comms
create form for passing messages (needs / requests / news) via winmail
Digital Comms
DMRs (Digital Radios)
Digital Comms
MESH network
Digital Comms
Software defined radios
Digital Comms
Use group.me app for group text messages
Digital Comms
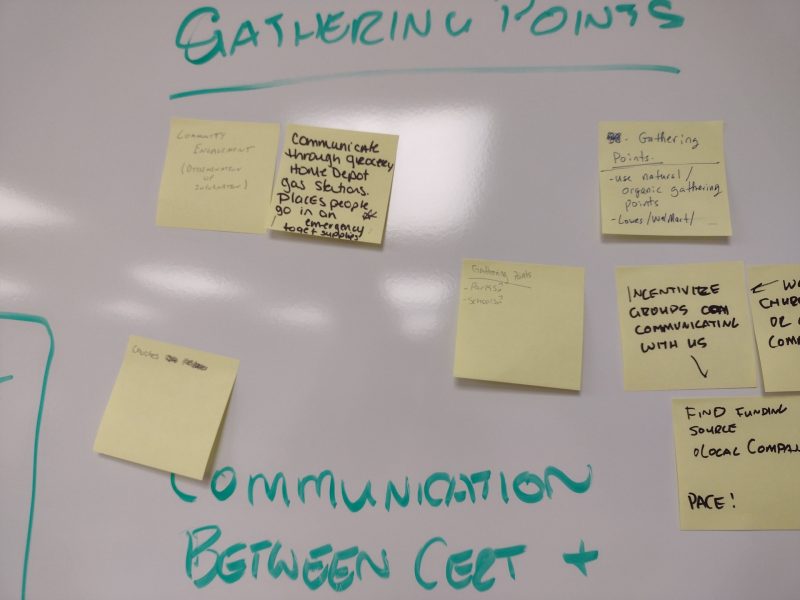
Communicate through grocery stores, home depot, gas stations and other places people go in an emergency to get supplies (Highly rated idea by group)
Gathering Points
Consider parks and schools as possible gathering points
Gathering Points
Develop a PACE plan for the gathering points
Gathering Points
Incentivize groups to communicate with us. Maybe find a local company(s) to help fund some of these activities and partner with us. Also work with churches and other local groups
Gathering Points
Look for organic gathering points as a place to get the message out. Maybe Walmart or Lowe’s Home Improvement
Gathering Points
Use gathering points to disseminate information to community
Gathering Points
Use a balloon or kite to hold meshtastic node at an elevation, check for coverage and consider competing interference in the LoRa band (Highly rated idea by group)
Grid Down
A MESH network that is properly constructed (Solar power, hardened) and is adequately distributed across the county should be able to provide this “beacon” and be accessible to everyone in the community as long as you have a device to enter into the network itself. Obviously this has limitation as you need to have the device and have it properly configured.
Grid Down
Develop type of even list – nuclear, hurricane, etc and try to consider a lot of possible events
Grid Down
Have someone monitoring the situation so a runner can be dispatched (walking or driving). This way we can reach people in a hyper local area and manage emergency requests even if the person needing help can’t directly communicate with us. Use this to communicate with and help people in an area where people can’t actually leave home or the local area.
Grid Down
I believe this is likely the most difficult situation to rectify until we answer some of our other questions. Obviously the most fool-proof way of communicating during a grid down situation is by runners between CERT members, with a HAM CERT member acting as a control station for people to check in with. Once we flesh out some other methods of communication that are more fail-tolerant, we can utilize those.
Grid Down
Iridium (Cost prohibitive but will function as long as you have battery in the phone and SAT Uplink)
Grid Down
Runners/Foot Mobile
Grid Down
use radio propagation software to determine expected coverage
Grid Down
Use Rattlegram as a beacon (maybe on HAM, CB, GMRS, MURS?)
Grid Down
use solar powered repeaters (ham / grms / meshtastic?)
Grid Down
Use support nets in comm plan
Grid Down
Connect APRS to satellite for messaging and locations
Ham comms
connect to state Winlink Service (shares)
Ham comms
create an adhoc winlink server for CERT group / remote message server / rms relay software
Ham comms
determine coverage of repeaters and other comm sources in plan
Ham comms
determine how long lee county and moore county repeaters stay up when grid is down
Ham comms
Hold schedule update (radio show like) at specific times and dates / intervals during an emergency, i.e. a form of wilderness protocol. This minimizes power usage during a grid down situation
Ham comms
Hold schedule update (radio show like) from drone that carries up an antenna at specific times and dates / intervals during an emergency, i.e. a form of wilderness protocol. This minimizes power usage during a grid down situation
Ham comms
Use APRS for texting
Ham comms
Use APRS to locate a victim or track team member locations
Ham comms
Use balloon or drone to launch
Ham comms
use field situation report to apprise state EOC of status (nceoc.ncdps.gov), maybe through winlink
Ham comms
use national calling frequency 146.52 or 446.0 from page 46 of the Auxfog
Ham comms
use winlink to transfer info among CERT members, how can we do that with and without an internet connection
Ham comms
ADS-B (Aircraft Tracking)
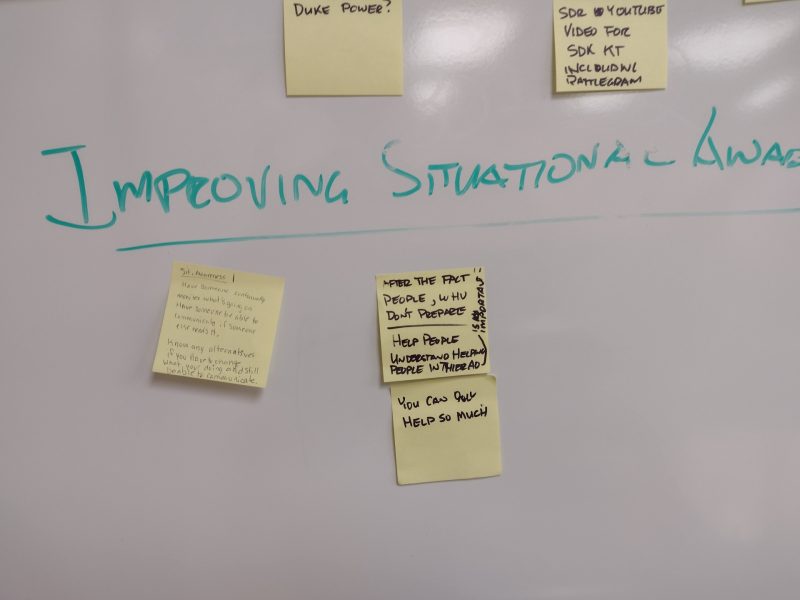
Improving situational awareness
ATAK (General SA collation tool)
Improving situational awareness
Better understand why people don’t prepare ahead of time so we can help people understand why it is important to be prepared, or somehow encourage them to prepare
Improving situational awareness
Downlinked NOAA data (WX tools)
Improving situational awareness
Have someone continually monitor what’s going on. Have someone able to communicate immediately if someone else needs help.
Improving situational awareness
Know any communication alternatives, so you can change what you are doing and still be able to communicate
Improving situational awareness
Signals Plan/PACE Plan
Improving situational awareness
Understand that we can only help people prepare that will help themselves. We can old help so much and have to be ready to deal with unprepared neighbors in an emergency situation
Improving situational awareness
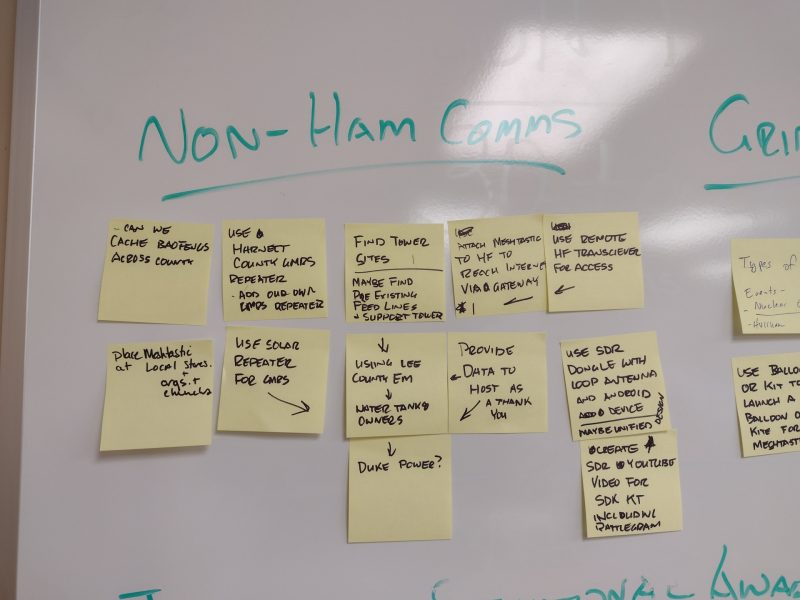
Attach Meshtastic to HF to reach Internet via Gateway. Use remote HF transceiver for access (Highly rated idea by group)
Non-Ham Comms
ATAK
Non-Ham Comms
Attach Meshtastic to internet at far distributed points
Non-Ham Comms
Cache Baofengs at different locations across the county
Non-Ham Comms
can we runwinlink over gmrs or cb?
non-Ham Comms
CB
Non-Ham Comms
Cell network, Zello
Non-Ham Comms
Create list of existing tower sites with existing and unused feed lines
Non-Ham Comms
Create list of tower or other sites where we could put repeaters (meshtastic, GMRS or other)
Non-Ham Comms
Full Power grid/All services – This is likely a pre-call out function – Utilize cell, email and prep for no-grid possibility.
Non-Ham Comms
GMRS, MURS
Non-Ham Comms
Hand-held Walkie Talkies
Non-Ham Comms
If a robust and fail-tolerant Mesh network is developed, you can utilize that for message traffic and indicate to deployed teams the changes required.
Non-Ham Comms
If cell services are operational/slightly degraded, you can still utilize those as a means of broadcasting changes as well.
Non-Ham Comms
If grid is still up, cell network is likely the best option and is likely the easiest option for most members as well. If deployed and in a grid down situation, that is when our MESH/ATAK network would likely provide the easiest geolocated SA tool for status. HAM and GMRS radios can also be utilized for this function as well.
Non-Ham Comms
If we have an emplaced CERT EOC, it is likely that team members will be co-located at some point during deployment. This would assume that word of mouth would be the primary method of change management for commo methods.
Non-Ham Comms
look at Cert team in Cary’s plan for GMRS usage (contact Virginia Enzor for info)
Non-Ham Comms
No Power Grid/Initial — Runners within Trace (if movement is safe)//Need strip maps for non-Trace CERT members – HAMs that have back-up power serve as beacons for runners for accountability
Non-Ham Comms
Outside of Trace this may become more difficult. Strip maps of all non-Trace CERT members should be developed and located within the CERT administrative documents. This would facilitate accountability to send runners from Trace CERT to non-Trace CERT members. Lee County governmental organizations, Emergency Management, would also play a role in this. We should understand their game plan for an actual call-out and develop a link-up protocol with them. This would provide them extra manpower via CERT members and would facilitate the flow of information.
Non-Ham Comms
Place meshtastic nodes at local stores, churches and other organizations
Non-Ham Comms
Provide data to host (tower or building site) as a thank you for hosting our equipment
Non-Ham Comms
Put repeaters / Meshtastic nodes at Lee County Emergency Mgmt site
Non-Ham Comms
Put repeaters / Meshtastic nodes on church buildings
Non-Ham Comms
Put repeaters / Meshtastic nodes on Duke Power sites
Non-Ham Comms
Put repeaters / Meshtastic nodes on water towers
Non-Ham Comms
Stand up a solar GMRS repeater
Non-Ham Comms
Stand up GMRS repeater in Lee County
Non-Ham Comms
The easiest way to improve SA is to ensure that we have multiple, easy methods of communication between team members. Obviously some members will have more experience and have preferences on which communication method to prefer and that’s ok. We need to develop a solid signals plan that lays out what we do in particular situations, develop a PACE (Primary, Alternate, Contingency, Emergency) plan for various instances.
Non-Ham Comms
This assumes that we have in-roads with the local emergency management here in Lee County during the emergency. It is imperative that we wargame the scenario with local EM reps to ensure we are all on the same page in the event a large scale disaster happens. This would likely include what methods of communication they will be utilizing, disaster response plans and basic link-up procedures.
Non-Ham Comms
Use GMRS repeater that is already running in Harnett County
Non-Ham Comms
Use SDR dongle with loop antenna and android device to allow listening to a CERT status update on HF (or other frequency). Create a standard design with tutorials to make it easily accessible to as many people in the county as possible (CERT members and everyone else). Create youtube video to explain how to setup and use
Non-Ham Comms
Develop SOPs for emergency communication roles, actions, responsibilities, etc. (Highly rated idea by group)
We gathered as group at the training room in the local fire station. This was great venue with whiteboards and plenty of room to spread out.
Great team contributions
Introduction
Participants – everyone introduced themselves
Plan for the morning
Go through the rules for brainstorming
Capture ideas as we go
No analysis or critiquing idea, instead just let the ideas flow. It is good to build on ideas
Looked at the buckets and challenge / specific questions
Review the brainwriting results – quickly went through all of the brainwriting ideas
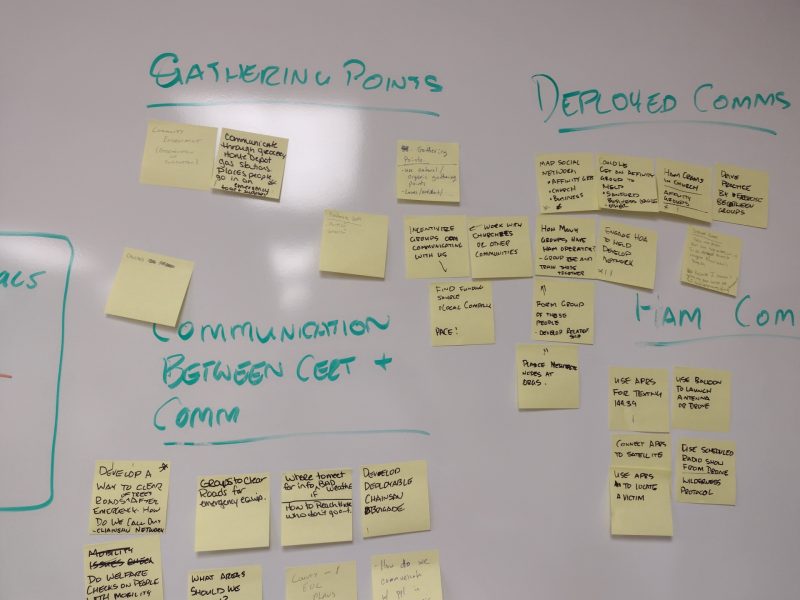
Brainstorming session – after the first idea went out, this group really took off with ideas. We posted stickies with written ideas on the white board and grouped them by bucket.
Analysis – we ended the brainstorming session. The next steps:
Everyone voted on their favorite ideas, working to identify ideas that we should explore
Talked about the highest priority ideas and looked for themes (ideas that grouped together around a common theme)
Identified next steps and concluded the meeting
An enthusiastic group that really wants to find better ways to help out in the community during an emergency really made this morning a joy.
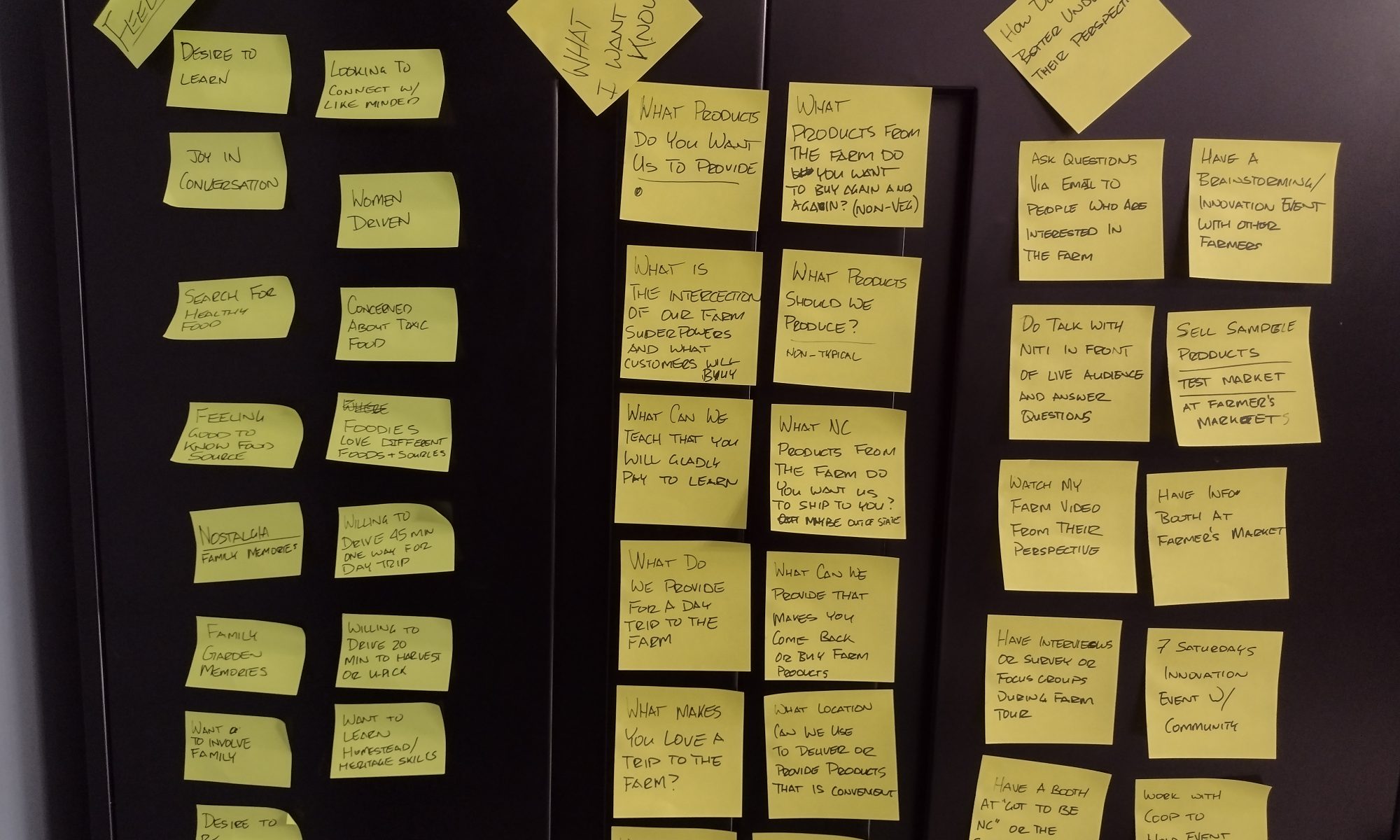
Here are some images of the ideas on the white board.
Results
Between the brainwriting and the brainstorming, the team generated over 140 ideas! Many of the ideas were very high quality. There is lots of interest in pursuing those ideas in the wild and turning them into actionable plans.
Thanks to everyone who participated.
We’ll publish detailed results in a separate blog post, or 2 or 3, where we can look at them in detail. The ideas and the themes we discovered are all helpful.
The next step in developing our CERT Emergency Communications plan is the brainwriting challenge for team members.
Let us talk about brainwriting and how to do it
Challenge Question
How do we create a workable plan that allows the CERT team to communicate within the team, with local authorities and the community in an emergency
Specific Questions
How do we communicate with all CERT members (Ham and non-Ham) during a deployment?
If we have an issue with one communication path how do we let everyone know that we need to switch to another method (maybe another channel, repeater, app or method all together)?
How does the CERT team communicate with the community during a grid down situation?
How does the CERT team communicate between members (HAM and non-HAM) during a grid down situation?
What would a one way communication / “beacon” do and how could it be accessible by hams, non-hams and the general community in an emergency?
Buckets
Deployed Communication Communication between CERT and the community Ham Comms Non-Ham Comms Grid Down Beacon / One Way Comms Digital Comms
Our local CERT team is working on a communications plan to cover 2 very different situations:
deployed in an emergency
not deployed, most likely in a longer term emergency or a grid down situation
CERT means Community Emergency Response Team. There are CERT teams across the United States.
We are going to document our work so others can leverage our work and make developing a communications plan easier for other groups. We hope to use standard innovation tools to use the knowledge within our local community. These tools include:
– brainwriting – brainstorming
Our approach, ideas, and research can help you develop a plan for your local community or other group. Maybe even your family emergency communications plan. We are looking at incorporating the communications elements that we have available to our members:
CB radio
MURS, GMRS, and FRS radios
Ham frequencies, repeaters and digital technologies
Internet options such as Zello
Other options we haven’t even thought of yet
LoRa Meshtastic
Join us on the journey. Just listen to the podcast to follow along!