The next step in developing our CERT Emergency Communications plan is the brainwriting challenge for team members.
Let us talk about brainwriting and how to do it
Challenge Question
How do we create a workable plan that allows the CERT team to communicate within the team, with local authorities and the community in an emergency
Specific Questions
How do we communicate with all CERT members (Ham and non-Ham) during a deployment?
If we have an issue with one communication path how do we let everyone know that we need to switch to another method (maybe another channel, repeater, app or method all together)?
How does the CERT team communicate with the community during a grid down situation?
How does the CERT team communicate between members (HAM and non-HAM) during a grid down situation?
What would a one way communication / “beacon” do and how could it be accessible by hams, non-hams and the general community in an emergency?
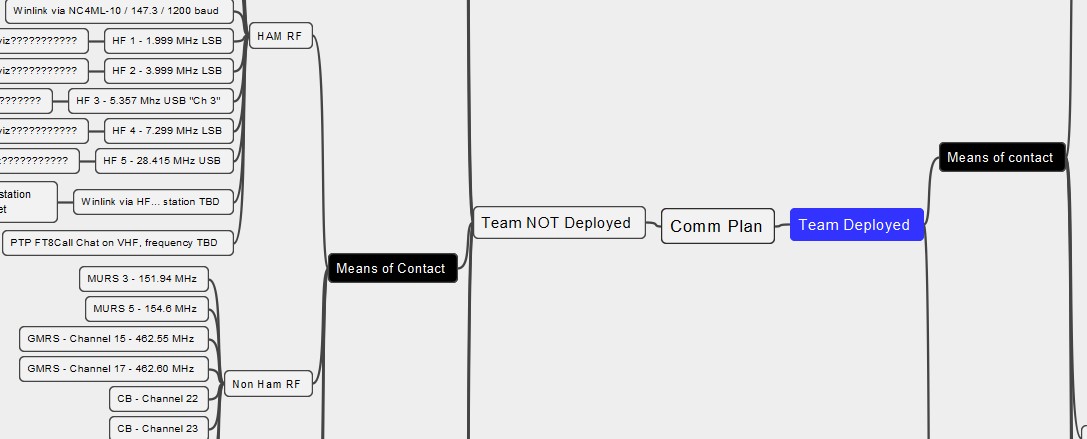
Buckets
Deployed Communication Communication between CERT and the community Ham Comms Non-Ham Comms Grid Down Beacon / One Way Comms Digital Comms
Our local CERT team is working on a communications plan to cover 2 very different situations:
deployed in an emergency
not deployed, most likely in a longer term emergency or a grid down situation
CERT means Community Emergency Response Team. There are CERT teams across the United States.
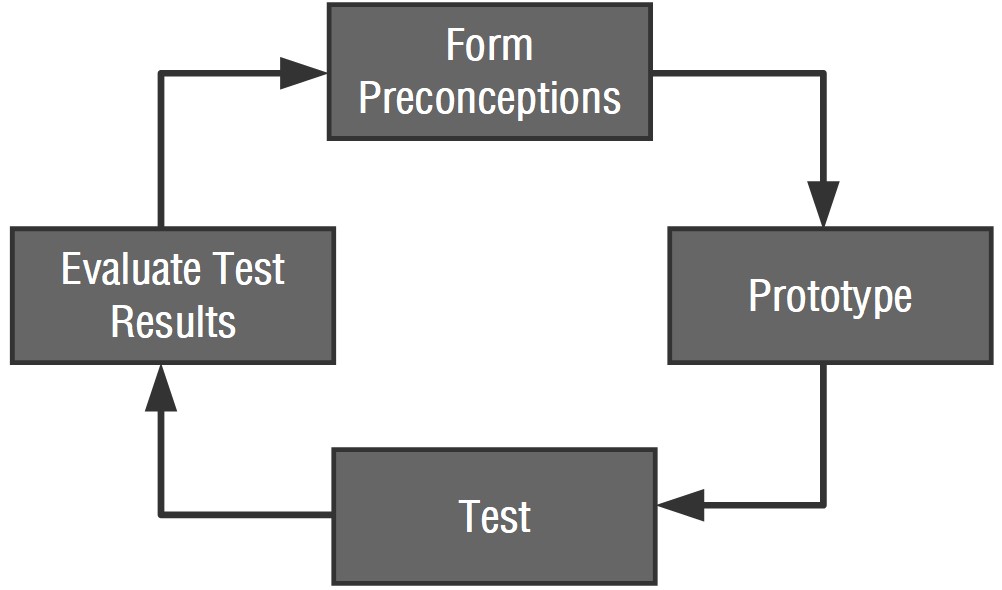
We are going to document our work so others can leverage our work and make developing a communications plan easier for other groups. We hope to use standard innovation tools to use the knowledge within our local community. These tools include:
– brainwriting – brainstorming
Our approach, ideas, and research can help you develop a plan for your local community or other group. Maybe even your family emergency communications plan. We are looking at incorporating the communications elements that we have available to our members:
CB radio
MURS, GMRS, and FRS radios
Ham frequencies, repeaters and digital technologies
Internet options such as Zello
Other options we haven’t even thought of yet
LoRa Meshtastic
Join us on the journey. Just listen to the podcast to follow along!
This book helps families (or individuals) make that first foray into the woods and actually enjoy it. I share what I’ve learned in a lifetime of outdoor adventures. The book is not about extreme camping or anything crazy. I just talk about practical skills, knowledge and how not to spend a fortune on equipment on our way to a great weekend with the family.
If you want to see my handiwork and the campsite that I designed, checkout
This podcast was recorded in the car and there was more road noise than I wanted, but these are some important thoughts, please bear with me.
Lets talk about how rising food prices can lead to reduced food production. Also why the return on investment for buying a freezer full of beef might be better than putting your money in the stock market this year. I’m not giving financial advice, just a discussion of current events.
Some days are easier than others. Being flexible helps turn a frustrating day into a productive and happy one! The zero turn is fixed and the garlic bed is weeded and hay put down around the garlic.
Time to pull the scapesNice to see the garlic doing well
The last two days have been a blur. We have been busy. Even with 4 people on the farm working hard, we still have more stuff to do before everything is been planted.
We are on still on a rapid learning curve as we work hard. The garden area in the pictures below was pasture for decades so we had to work to plow up the grassy area and then build new beds.
Using the BCS Tractor
The BCS tiller was also a new piece of equipment for us. The biggest challenge we’ve had with the BCS is laying out beds so that the rows come out the width that we want. Our BCS tractor has the 5.5 inch extensions added to the the 749 tractor. This makes the tractor wider by 11 inches.
The vegetable garden beds are on a sloped face. To help minimize any erosion issues during rain events, we kept a 10 foot ribbon of grass between each plot. Each plot was laid out to have 2 rows per plot (30″ wide rows) with an 18″ wide walkway between each row. When I added up 3 walkways plus a quantity of 2 of the 30″ wide rows, then we should need a plot that is 9.5 feet wide. In practice, it just isn’t working out that way. I suspect we’ll have to till and hill a plot and measure to see where I’m off in my estimation of the total width of each 2 row plot. There is definitely a learning curve to becoming a better farmer.
Trellis
We just installed rows of trellis for pole beans and tromboncino squash. We are using a curved trellis for the tromboncino squash and pole beans. I keep seeing videos and picture of the curved and over trellis configuration, so we wanted to see at try and find out if it works as well as we keep hearing. The curved trellis (when covered with tromboncino squash) should provide provide shade for the young rhubarb.
One of my projects for this summer is to install posts in the field, near the rows, where we can hang the cattle panels (used in the trellis) this fall after we take the trellis down and store it for the winter.
This is our first year of using an arched trellisTrellis for climbing beans
Tagging Each Fruit Bearing Tree and Bush
One of the projects this month was to map and tag each fruit bearing tree and bush. My wife took this project and ran with it. We now have a map that shows the location of each fruit bearing tree and bush, indicated by a unique tag number. The unique tags number are recorded in a spreadsheet. Information about each plant is recoded with the tag number, such as variety and date planted. This will also us to track historical data about each plant. This data is also useful when we propagate cuttings, allowing us to properly identify plants for sale.
Elderberry with drip watering tree ring and metal tag
It is the time of year where you never know if it is going to be an 80 degree day or a 40 degree day. We are still getting ready to start planting our summer garden. This was also the first time I mowed the grass for the season. More and more plants are starting to grow. The drip irrigation system is still a work in progress. Once we have the planting beds made then we can put down the drip tape and test the system.
Leaves coming out on the peach trees, but it looks like the frost killed the blooms
The elderberry plants are really starting to take off
Blackberries are growing too
The garlic is continuing to thrive
We had a fairly mild winter so the weeds started growing early in the garlic beds. This year we put down hay twice to try and suppress weed growth. Hopefully we can avoid a lot of weeding this way. I was pleasantly surprised that our garlic beds survived our neighbors cows getting loose and trampling the plants earlier in the winter.
American Mandrake
We have several patches of wild American Mandrake. It grows in the shady areas. I’m hoping that we can actually try some of the fruit this year. That would mean that we would have to time picking it just right. If we wait too long the squirrels and deer will beat us to the ripe fruit.
The Mayapples are up and thriving. We noticed the fruit starting to form. We are hoping to try the fruit this year, assuming we can beat the deer and raccoons from eating it first.
Mayapples patchThe Mayapple fruit is forming
Weed Control with Silage Tarps
We put down silage tarps earlier in the winter. The goal is to help with weed control and terminate the fescue grass under the tarp. This weekend we moved the silage tarp from the vegetable rows to what will become a cover crop area adjacent to the first row of fig trees in field #2.
Ground after silage tarp was down for part of the winter
Weed Control in Garlic and Onion Beds
The garlic should be ready sometime in early July. This year we’ve used hay to help and control the weeds in the garlic bed. This is the second application of hay to these rows. The hay adds organic matter to the soil as it composts.
Hay around the garlic to suppress weeds
Iris Bed
The Iris are coming up. We planted them in the fall. We just added partially composted wood chip mulch around them to help protect them from the summer heat and control weeds. The chips came from a local tree service company.
Iris peeking their head up. Fresh mulch to keep the weeds down